Rolling Machine (Rolling Machine) is a shaping machine for continuous point bending of plates. It has the function of rolling O-shaped, U-shaped, multi-segment R and other different shapes of plates. It is widely used in shipbuilding, chemical industry, boiler, hydropower, pressure vessel, aviation, hydropower, decoration, metal and other industries.
The plate rolling machine uses the hydraulic oil in the hydraulic cylinder to act on the piston for vertical lifting movement, and the final gear of the main reducer drives the fixed side to rotate to provide torque for the rolled plate. It mainly produces O-shaped pipes. The O-shaped pipes produced are used to solve the problems of culvert leakage and dam collapse of hydropower stations caused by old equipment and negligent management. During construction, only the O-shaped pipe is inserted into the original culvert pipe, and then concrete and cement mortar are backfilled. It has the advantages of small engineering volume and short construction period.
2. Model selection and on-site control cabinet diagramAccording to statistics, 15 DI ​​and 11 DO are required this time, including PLC with two high-speed pulse inputs. Therefore, Haiwell’s T32S0T standard host is selected. Its product parameters are as follows:

Figure 1 T32S0T function parameters
T32S0T has 16DI/16D0, which can meet the needs of the scene, there is still margin; the host comes with RS232 and RS485 communication ports, RS232 is used to communicate with the touch screen, RS485 is used to monitor the program; 2 channels of 200K high-speed pulse input, connected to AB Phase encoder pulse, used to adjust the speed of the two rollers. The following is the scene diagram of the control cabinet:

Figure 2 Internal diagram of the control cabinet

Figure 3 Operation console
Third, the principle and process of the bending machineCoiling is a method in which a sheet is bent and formed by a rotating shaft roll. The plastic metal plate with flat specifications passes between the three working rolls of the bending machine (two lower rolls are the turning side and one upper roll is the fixed side). With the help of the downward pressure of the fixed side and the rotation of the turning side, the metal plate passes through Multi-pass continuous bending (the inner layer is compressed and deformed, the middle layer is unchanged, and the outer layer is stretched and deformed) to produce permanent plastic deformation and roll into the required cylinder. The formation of the product can be roughly divided into the following 4 steps:
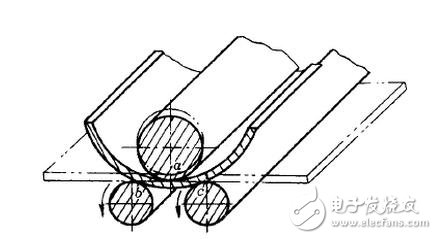
Figure 4 Schematic diagram of the principle of the rolling machine
1. Pre-bending: When the plate is rolled, there is a length at both ends of the plate, because the fixed side is not in contact with it and does not bend. To form a complete 0-shaped tube, this part must be pre-treated to make the front end of the plate. In a curved state.
2. Centering: The purpose of centering is to make the generatrix of the workpiece parallel to the roller axis to prevent skew.
3. Rolling: Rolling is the main process of product forming, which is divided into two types: one feed and multiple feeds. Multiple feeds are commonly used for rolling thick plates.
4. Rounding: The purpose of rounding is to make the curvature of the entire circle as uniform as possible to ensure product quality.

Figure 5 Rolled O-tube

Figure 6 Weld the gap to form a non-notched O-tube
Four, part of the program and analysisUse HHSC commands to measure the real-time position of the flip side and the fixed side.
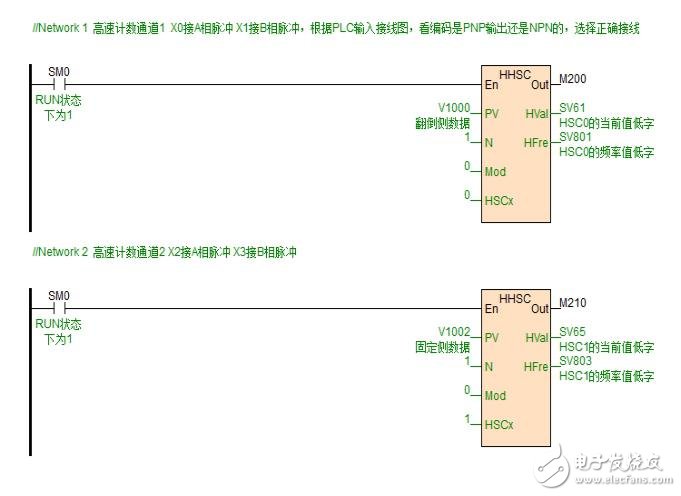
Figure 7 High-speed counting part of the program
Control the movement of the fixed side and the turning side to roll the 0-shaped tube, subtract the positions of the turning side and the fixed side, and take the absolute value. When the absolute value is greater than 2mm, stop the faster motor. If channel 0 is greater than channel 1, channel 0 stops; if channel 1 is greater than channel 0, channel 1 stops; after stopping, when the slower channel continues to move, the number of pulses starts to increase until the difference between the two Within 0.1mm, the machine that was stopped before starts to work again, and the O-tube is rolled back and forth in this way.
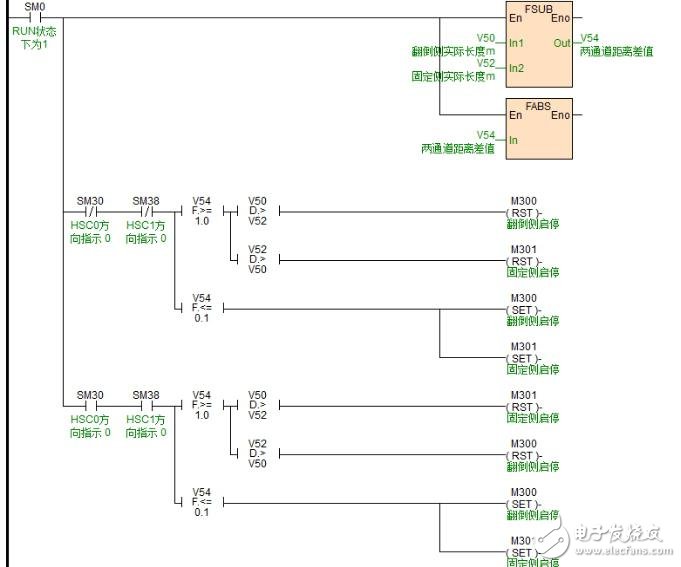
Figure 8 Part of the program to control the start and stop of the fixed side and the rotating side of the rolling machine
Ring Type Connecting Terminals
Ring Type Connecting Terminals,Terminals,Connecting Terminals
Taixing Longyi Terminals Co.,Ltd. , https://www.longyicopperlugs.com